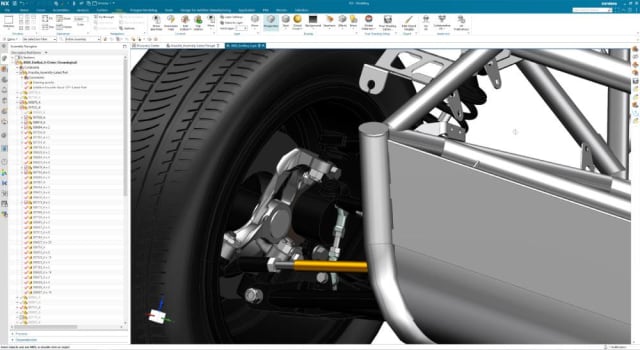
Taking a suspension component from design to finished product using design for manufacturability principles.

Siemens partnered with machine tool maker DMG MORI USA, tooling manufacturer Walter and TRAK Machine Tools to show the power of the digital thread for the design and engineering workflow.
Based on Siemens Xcelerator business platform, the collaboration shows the potential for optimization as a fundamental part of design and engineering in manufacturing, combining new and traditional technologies to reduce waste and maximize resource use when designing and manufacturing a steering knuckle for Siemens’ eRod electric vehicle.
The digital thread demonstrated in this collaboration uses technologies from all four companies, starting with Siemens NX to generate the initial design. In this instance, the partners take operating parameters of an electric vehicle and use them for optimal part design, using integrated generative engineering tools like design space exploration.
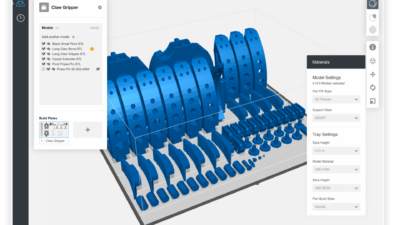
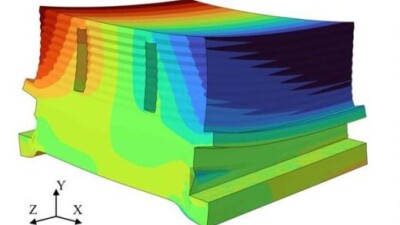
In the design for additive manufacturing phase, the part is validated using structural simulation and optimization to ensure performance requirements are met and the part is optimized for the manufacturing processes available to produce it. In this project, simulation-driven design ensures that the part is created with a minimal amount of material, resulting in a steering knuckle design that reduces weight by 45 percent and improves the part’s resilience to the stresses typically experienced by this component.
The next phase—Process Planning—shows how comprehensive manufacturing plans are developed with Teamcenter and Opcenter software. This helps manufacturers automate programming by applying their own standard CNC programming, inspection path methods, tools and program templates. It also ensures that correct revisions are programmed and measured on the shop floor, creating a single source of data for the entire digital manufacturing process.
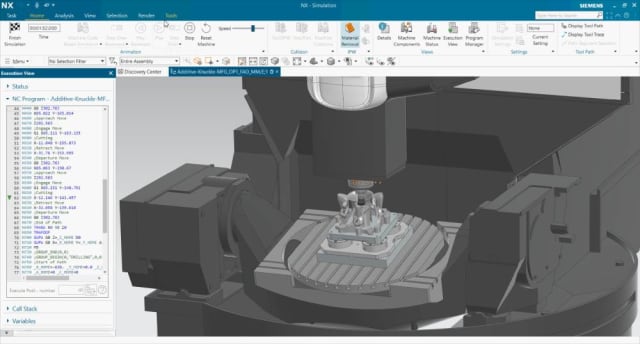
During the manufacturing phase, the part is manufactured using a combination of additive and traditional manufacturing methods, then finished to achieve dimensional accuracy and tolerances. Siemens says using the software to automate routine tasks in this phase reduced the programming time by 60 percent. The part was prepared and programmed for both additive and traditional subtractive manufacturing in NX CAM using five-axis simultaneous programming, cloud-based post-processing and integrated simulation.
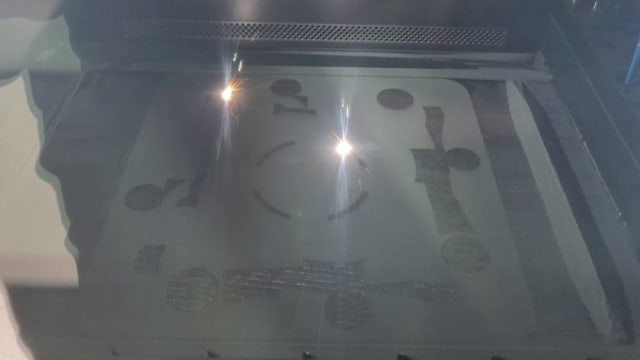
The knuckle was then ready for production using Ti6Al4V titanium powder on a DMG MORI LASERTEC 30 DUAL SLM Selective Laser Melting machine. Final tolerances and surface finishing was done with DMG MORI’s DMU 85 monoBLOCK five-axis machining center equipped with the SINUMERIK 840D sl CNC system for a two-step machining process. The machine was equipped with Walter tooling for both the finishing and cut-off operations.

Machining of additive manufactured titanium presents added challenges beyond those typically encountered when machining titanium.
While additive manufacturing excels at making complex components, the machining of those components is rarely straightforward. Support structures required for 3D printing tend to be more brittle than the bulk material, and 3D-printed structures often have features that are difficult to access with standard tooling. These complex part geometries are often difficult to clamp during machining, which means minimizing vibration is critical to reduce the risk of damaging the part.
To address these challenges, Walter developed a process using a combination of tools to provide a finished part that meets all dimensional accuracy and surface finish requirements.
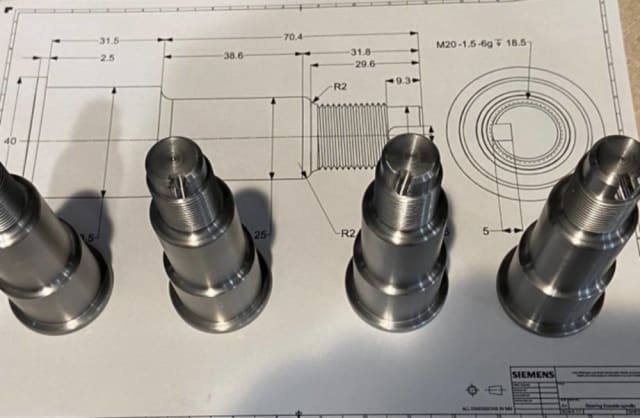
When evaluating the entire assembly, the design team found that certain components could still be manufactured more efficiently using traditional processes. Specifically, the spindle lends itself to CNC turning. To make this change, the engineers used Run MyVirtual Machine—the digital twin of the CNC control—to add a TRAK Machine Tools TC820si turning center to the digital manufacturing process. The spindle was virtually programmed in the SINUMERIK ONE control with ShopTurn conversational programming and then validated with the TC820si’s 3D twin.
To close the loop, Quality Control and Production Preparation was carried out using automated CMM processes driven by dimension and tolerance data captured and stored using PMI (Product Manufacturing Information) within NX CMM Inspection Programming software to ensure the part is within the tolerances expected and ready for assembly. During final assembly, the more traditional spindle component is married to the newly optimized knuckle and installed on the Siemens eRod.